Council on Energy, Environment and Water Integrated | International | Independent
Suggested citation: Biswas, Tirtha, and Karthik Ganesan. 2020. Petcoke Use in India’s Iron and Steel Industry: Recommendations to the Environmental Pollution (Prevention and Control) Authority. New Delhi: Council on Energy, Environment and Water.
The use of petcoke in the industrial sector has been a longstanding debate. This analysis of petcoke use in the steel sector provides more nuance to the previous deliberations involving the Supreme Court, Environment Pollution (Prevention & Control) Authority (EPCA), and the Ministry of Environment, Forest and Climate Change (MoEFCC). In order to address the EPCA’s concerns regarding petcoke use in the steel industry, this brief makes several recommendations.
The iron and steel sector is the single-largest consumer of energy (approximately 36 per cent) and contributor to greenhouse gas (GHG) emissions (approximately 37 per cent) within the Indian manufacturing sector. Typical coke consumption in Indian plants ranges between 344 and 400 kg/thm compared to the global best available technology (BAT) of 280 kg/thm. While there are multiple ways to reduce coke consumption, some Indian steelmakers have resorted to petcoke, as it provides both economic and environmental benefits – reduced transport emissions, ash generation, and production emissions.
Sulphur flow distribution in a typical blast furnace process
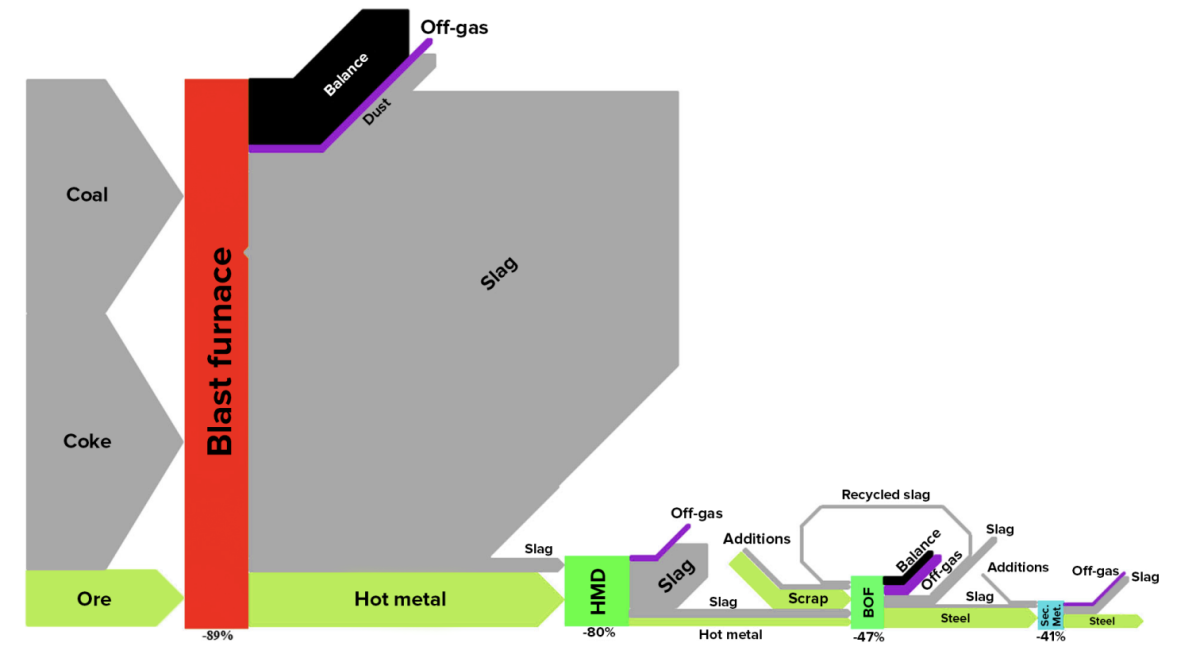
Source: Schrama, Frank Nicolaas Hermanus, Elisabeth Maria Beunder, Bart Van den Berg, Yongxiang Yang, and Rob Boom. 2017. "Sulphur Removal in Ironmaking and Oxygen Steelmaking." Ironmaking & Steelmaking - Processes, Products and Applications 44: 333–343.
The iron and steel sector will be critical to India’s economic growth as the country aims to become a 5-trillion-dollar economy within the next five years. This implies a near three-fold increase in iron and steel production capacity, as indicated by the National Steel Policy 2017 (MoS 2017). However, such an increase would have serious implications for the country’s energy needs and environment, as the iron and steel sector is the single-largest consumer of energy (approximately 36 per cent) and contributor to greenhouse gas (GHG) emissions (approximately 37 per cent) within the Indian manufacturing sector (Gupta et al. 2019). The industry further produces 24 million tonnes of blast furnace slag and another 12 million tonnes of steel slag annually, a significant portion of which is dumped in the ground (NITI Aayog 2018).
Around 60–65 per cent of steel in India is manufactured by integrated steel producers (ISPs), who primarily rely on blast furnace–basic oxygen furnace (BF-BOF) steelmaking; the rest comes from secondary steelmakers who rely on direct reduced iron–electric arc furnaces (DRIEAFs). Steel recyclers use induction furnaces (IFs) to manufacture a small percentage of steel.
The emissions intensity of steel production in India is the highest in the world. While the high emissions footprint is often accredited to the secondary steelmakers, ISPs are also struggling to reduce their emissions intensity and bring it closer to best available technology (BAT) levels. The present emissions intensity of the BFBOF process ranges between 2.4 and 2.8 tCO2/tcs,1 as compared to the global BAT of 1.9 tCO2/tcs (Indian Steel Association 2019). The steel industry is also struggling to remain competitive in global markets and requires safeguard duties to keep imports at bay. This lack of competitiveness is evident from the low capacity utilisation levels of 78 per cent and the small export share of production (Biswas, Ganesan and Ghosh 2019).
In an effort to improve the energy efficiency of the industrial sector, the Bureau of Energy Efficiency (BEE) implemented the Perform, Achieve and Trade scheme (PAT) – a market-based mechanism aimed at nudging industries towards implementing energy efficiency improvements in their production processes. The first cycle of PAT, implemented between FY13 and FY15, covered 334 manufacturing units and 144 thermal power plants. While the majority of the manufacturing units overachieved their given targets, the resultant energy savings were only 5.61 MTOE – roughly representing 3 per cent of the total sector’s energy consumption (BEE 2018).
One major limitation of the scheme is that is prohibitively expensive to scale it up to cover the entire industrial sector. The present scope of PAT is limited to largescale enterprises as the scheme presents very high transaction costs for the government – roughly representing a budgetary expenditure of INR 0.4 crore per enterprise (Standing Committee on Energy 2014). Further, the incremental savings that the scheme aimed for significantly reduced from the target of 6.97 MTOE in FY17–FY19 to just 0.5 MTOE during FY20–FY22.
Our recent analysis traces activity and energy use in manufacturing firms for the period 2004–2015. Specifically, we compared the pre-PAT (pre-FY13) and PAT (FY13–FY15) periods through a decomposition analysis of energy consumption and GHG emissions using the Logarithmic-Mean Divisia Index (LMDI) method. The energy decomposition analysis indicated that during the PAT period, the impact of energy efficiency was nearly twice that of the pre-PAT period. However, the declining industrial activity in the PAT period contributed significantly to reducing emissions and energy demand (Biswas, Janakiraman and Ganesan 2019).
The manufacturing sector’s energy mix is heavily dominated by coal, which caters to 78 per cent of its energy demand. The country’s growing reliance on coal to power energy-intensive industries, like iron and steel, has offset the energy efficiency gains from PAT. Hence, despite overachieving the energy efficiency targets of PAT, there has only been a marginal impact on overall emission levels. This highlights the need for policy actions that look beyond incremental efficiency gains and aim for deep decarbonisation of industrial energy use.
A review of existing decarbonisation interventions indicated that reducing coke consumption in BF-BOF processes is low-hanging fruit, primarily targeted by global steelmakers. Typical coke consumption in Indian plants ranges between 344 and 400 kg/thm2 (TATA Steel 2016) (Indian Steel Association 2019), compared to the global BAT of 280 kg/thm (Ahmed 2018). While there are multiple ways to reduce coke consumption, some Indian steelmakers have resorted to petcoke use, as it provides both economic and environmental benefits – reduced transport emissions, ash generation, and production emissions – with minimal additional investment.
We reviewed a case study that M/S JSW presented to the Environment Pollution (Prevention & Control) Authority (EPCA) on 15 May 2019. Its results indicate that the use of petcoke leads to a reduction in coking coal consumption by around 16 per cent (with a proportionate reduction in ash/slag generation) and a net reduction in energy intensity by a little over 1 per cent (Indian Steel Association 2019). This translates to a reduction in the production process’s CO2 emission intensity by about 2 per cent. The impact on SO2 emissions is, however, largely dependent on the sulphur content of the petcoke utilised. The case study also indicated that the use of low-sulphur petcoke (< 2.5 per cent) (complying with RPC-Grade-B of IS-8502-2018) would not lead to increased SO2 emissions – the additional sulphur will be removed by the desulphurisation plant and by absorption by the slag. However, this case study does not present the environmental impact of using petcoke with a high sulphur content.
The use of petcoke in the industrial sector has been a long-standing debate. Our analysis of petcoke use in the steel sector provides some more nuance to the previous deliberations involving the Supreme Court, EPCA, and the Ministry of Environment, Forest and Climate Change (MoEFCC).
On 24 October 2017, the Supreme Court issued an order banning the use of petcoke and furnace oil in the NCR region effective from 1 November 2017 (EPCA 2018). The Court had been made aware of the environmental pollution resulting from the consumption of petcoke and furnace oil in the region almost a year earlier (2 December 2016), in a report prepared by the EPCA (2016) (EPCA 2018). Additionally, on 26July 2018, the Court also passed an order banning the import of petcoke with immediate effect, except for use in the cement, lime, calcium carbide, and gasification industries
The court orders were primarily based on the recommendations made by the EPCA in its reports numbered 79, 80 and 87 (EPCA 2018). While the EPCA was right in identifying that the combustion of petcoke could lead to direct sulphur dioxide emissions (SO2 ), there are some industrial processes involving petcoke that are less polluting. The report loosely defined the latter processes as “controlled combustion” and recommended that cement plants be allowed to use petcoke. This is because during the process of calcination, limestone absorbs sulphur, and hence SO2 emissions are minimised.
On 13 December 2017, the Supreme Court passed an order that stated: “petcoke should be utilised only in industries where sulphur is absorbed in the manufacturing process, for example, cement industry, lime, gasification plants” (EPCA 2018)
Similarly, in the BF-BOF steel-making process, the addition of petcoke does not lead to an increase in SO2 emissions, as the sulphur is removed by the desulphurisation plant (in the coke-making process) and by absorption in the slag (in the iron- and steelmaking processes). On 6 October 2018, the EPCA, in its Report No 91 to the Supreme Court, highlighted that MoEFCC had submitted an affidavit based on a Central pollution Control Board (CPCB) study of the M/S JSW Steel Vijayanagar plant in Karnataka (August 2018) (EPCA 2018). The study recommended that the “increase in SO2 emissions to air due to petcoke at five per cent blend with coal in both recovery and non-recovery type coking making process was not substantial and were within the prescribed emissions limits” and “95 per cent of the sulphur is recovered as slag, tar, and sludge”. The key caveats in this assessment were that there must be:
The Supreme Court’s orders (between October 2018 and September 2019) indicate that the EPCA, MoEFCC, and Ministry of Commerce and Industry (MoC&I) are yet to reach a consensus on permitting the steel industry to import petcoke. This issue is due to be discussed by the Supreme Court again in six weeks, starting from 13 September 2019.
In order to address the EPCA’s concerns with regards permitting petcoke use in the steel industry (as presented in the report, Pet coke import for Aluminium, Calciner and Steel industry in context of the restriction imposed on pet coke usage and import in the country and recommendations to ensure that we realize the pollutions gains of reduced pet coke consumption), we submit several recommendations based on the following points for consideration.
The CPCB study of M/S JSW Steel indicates that only two per cent of the sulphur content in the coal blend is liberated as hydrogen sulphide (H2S) and is emitted along with the coke oven gas in a recovery-type oven (Indian Steel Association 2019). While 67 per cent of the sulphur is absorbed by the coke, another 31 per cent is retained in sludge and tar. The H2S is then removed as elemental sulphur in the desulphurisation plant, and the residual sulphur content falls to less than 250–500 mg/Nm3 in coke oven gas. When the coke oven gas is combusted, the resultant SO2 emissions can be as low as 125–150 mg/Nm3 against an emissions norm of 600 mg/Nm3. The presence of a desulphurisation plant also enables the use up to a 15 per cent petcoke blend without breaching the emissions limit (Gaillet 2019).
However, for non-recovery-type ovens, around 19 per cent of the sulphur content in the coal blend is directly released in coke oven gas as SO2 . Thus, in this process, the percentage of petcoke blend is limited by the emissions limit of 600 mg/Nm3. However, in India, all ISPs have recovery-type furnaces as recovery and utilisation of coke oven gas significantly improves the energy efficiency of the plants.
A review of global steelmakers using petcoke in their coal blends indicates that the use of petcoke is capped at 15 per cent of the blend. For example, in Belgium, the ArcelorMittal Gent plant uses a 10 per cent blend of petcoke in the coal mix, a ratio compliant with the European emissions limits for SO2 (< 500 mg/Nm3). Increasing the petcoke percentage further impacts the productivity of the furnace and the metal quality. Sulphur is an unwanted impurity in the steelmaking process, as it increases the brittleness of the steel and decreases corrosion resistance (Schrama et al. 2017). Figure 1 highlights the desulphurisation capability of a typical blast furnace. The furnace removes 76 per cent of the sulphur input in the form slag and dust while 1 per cent gets emitted through furnace off-gas.
An increase in the sulphur content of the coke would require additional volumes of limestone to remove the sulphur as slag. Furthermore, this reaction of sulphur with limestone is endothermic in nature, which means that to compensate for the heat loss, more coke would have to be fed into the furnace, thereby increasing the sulphur content again (Schrama et al. 2017). Also, increasing the petcoke percentage beyond 15 per cent reduces coke strength and increases the coke’s reactivity index, thus impairing its suitability for blast furnace operations (Kiran et al. 2013).
We recommend that the use of low-sulphur petcoke be allowed in production facilities with only recovery-type coke ovens. A detailed list of such facilities should be developed and maintained by CPCB/SPCB.
Figure 1: Sulphur flow distribution in a typical blast furnace process
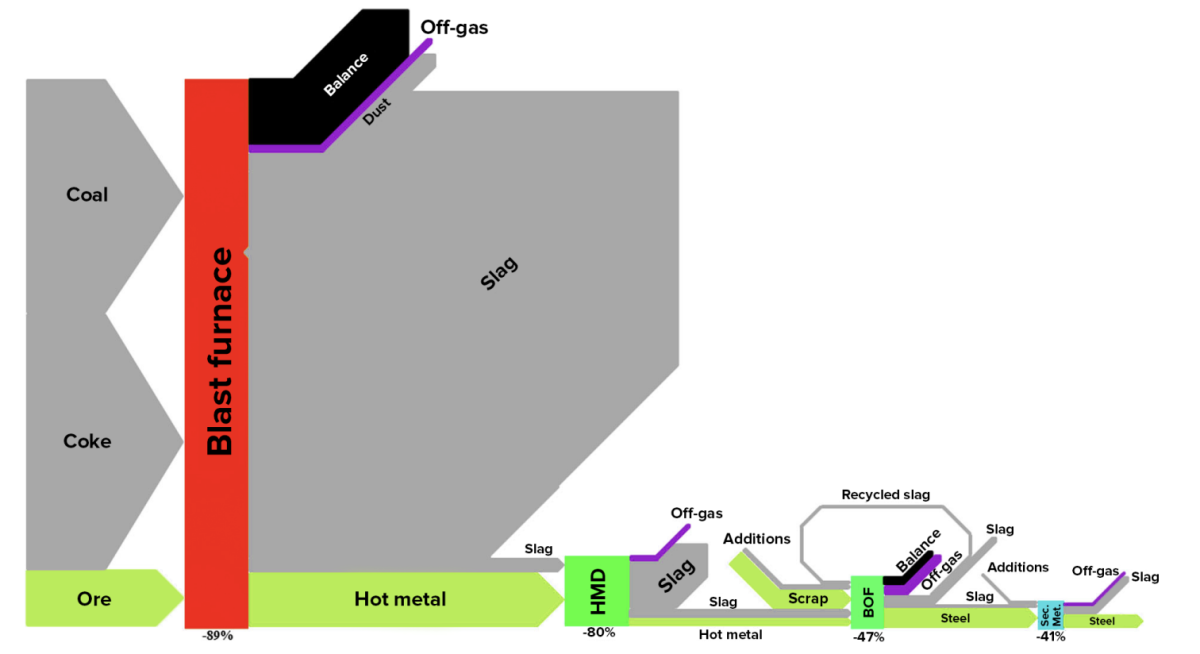
Source: Schrama, Frank Nicolaas Hermanus, Elisabeth Maria Beunder, Bart Van den Berg, Yongxiang Yang, and Rob Boom. 2017. "Sulphur Removal in Ironmaking and Oxygen Steelmaking." Ironmaking & Steelmaking - Processes, Products and Applications 44: 333–343.
The iron and steel industry has been identified as one of the 17 categories of highly polluting industries. On 5 February 2014, the government issued a directive under Section 18 (1) (b) of the Water (Prevention & Control of Pollution) Act, 1974, and the Air (Prevention & Control of Pollution) Act, 1981, to all state pollution control boards (SPCBs) and pollution control committees (PCCs) to enforce the installation of online emissions monitoring systems in these highly polluting industries (CPCB 2018). Already, CPCB monitors SO2 concentration levels in the waste gas chimneys of plants. However, monitoring H2S concentration levels in the coke oven gas output from the recovery-type oven remains a challenge, which has also been highlighted by the CPCB in their study of the M/S JSW plant (also in Annexure 3 of EPCA Report No 91). However, steel plants do monitor H2S concentrations in order to assess the performance of the desulphurisation plant.
We recommend that all performance data related to the desulphurisation plant – input H2S concentration, sulphur recovered, etc. – be submitted to the CPCB on a quarterly basis. Additional information on receipts, stocks, quarterly consumption of petcoke and coal, and steel output would allow pollution control boards to triangulate across different sources to determine actual performance. In order to ensure compliance, we recommend that CPCB/SPCBs issue/renew licenses for importing low-sulphur petcoke, subject to a quarterly review of particulate emissions data from the iron and steel plants.
Considering the present market structure, which sees a large number of intermediaries or resellers, the implementation of these measures may lead to additional regulatory and capacity-related challenges for enforcement agencies. Resorting to IT-based solutions, such as geo-tagging of containers, would enable the tracking of shipments to the end consumer.
Establishing a clear definition of the use of petcoke as a fuel or a feedstock may be challenging. In industrial processes, a single fuel source often serves the requirement of heat (energy) and reactant (feedstock).
In the cement industry, petcoke is used as an energy source. Some cement plants use 100 per cent petcoke instead of coal (ACC Ltd 2009), where the SO2 released from the thermal decomposition is absorbed by the limestone. The typical absorption rate of sulphur depends on its process and source, and ranges between 70 and 95 per cent (Miller, Young and Seebach 2001). By contrast, the steel industry uses petcoke as an additive or raw material in the coke blend for the coking process; the sulphur absorption by the coke and sludge ranges between 64 per cent (for non-recovery type ovens) and 98 per cent (for recovery-type ovens).
While petcoke has high sulphur content, it generates significantly lower ash levels than coal for every unit of energy it uses. The recent collapse of fly ash dykes at Essar Power and NTPC are a stark reminder of how ash can have a degrading impact on ecosystems (scroll.in 2019) (The Hindu 2019).
A blanket ban on the use and import of petcoke ignores its associated environmental benefits in certain industrial applications. Instead, we suggest that efforts be made to strengthen the emissions-monitoring infrastructure. Restrictions on petcoke use in different industrial processes should be based on the acceptable limits of resultant SO2 emissions.
Tightening existing emission norms will ensure the safeguarding of environmental interests without compromising the individual operational advantages that industries often gain by optimising their processes through a combination of technology and fuel choices.
Well-designed emissions standards would automatically preclude the use of fuels that have a detrimental impact on the environment. A review of European SO2 emissions standards for the steel industry (European Union 2012) indicates a more stringent norm that ranges between 200 and 500 mg/Nm3, based on the age of the unit.
We recommend that CPCB conduct a detailed assessment of the manufacturing sector (with other stakeholders like the Bureau of Energy Efficiency) to revise/develop standards for all processes that have associated emissions. The establishment of such benchmarks will help develop a robust list of “acceptable fuels” as per Section 19 of the Air Act, 1981.
With the existing set of technology choices for iron and steel manufacturing, resource security will always remain a concern for the industry. India does not have sufficient coking coal reserves to meet the quality requirements of the industry (Biswas, Ganesan and Ghosh 2019). Using a petcoke blend reduces coking coal requirements – but only when imported petcoke is used. The high sulphur levels in domestic petcoke can have an adverse impact on both the environment and product quality.
However, such incremental interventions will not suffice in squaring the impossible trinity (jobs – growth – sustainability) of the sector. Additional conditions should be imposed on the steel industry in return for an exemption from the ban on the import of petcoke.
Additional conditions to permit the use of petcoke in the steel industry
Unlocking the Potential for a Gas-Based Economy in India
How Secure is India’s Energy Future?

Advancing India’s Green Steel Transition
CO₂ Pipeline Network for Carbon Capture and Storage in India

Bharat Cleantech Manufacturing Platform: Green Hydrogen Indigenisation Pathways
