Council on Energy, Environment and Water Integrated | International | Independent
Suggested citation: Patidar, Rishabh, Deepak Yadav, and Hemant Mallya, 2024. How can Hydrogen Electrolysers be Made in India? A Bottom-up Cost Assessment to Quantify the Indigenisation Potential; New Delhi: Council of Energy, Environment and Water.
This study develops the bottom-up cost assessment and identifies the indigenisation opportunities for three major types of electrolysers – Proton exchange membrane (PEM), alkaline electrolyser, and solid oxide electrolyser (SOE). The report also develops technology development targets for PEM and alkaline electrolysers and identifies a pathway for reducing the electrolyser stack cost. The report also briefly discusses upcoming electrolyser types like anion exchange membrane (AEM) electrolysers, zero-gap design, capillary-fed, and electrochemical–thermally activated chemical (E-TAC) design. The report also identifies the requirements of key minerals for realising India’s future demand for electrolysers and briefly discusses the global supply chain for the same.
The report identifies that the manufacturing cost of electrolysers ranges from USD 350-400 per kW. Across all three electrolyser types considered for the assessment, more than 80% indigenisation can be achieved. A detailed bottom-up cost analysis reveals that a significant reduction in electrolyser cost can be achieved through technological advancements such as stack specification improvement, reducing catalyst loading, reducing coating thickness, and the use of alternative materials which can reduce the electrolyser stack cost to
India has set an ambitious target of producing 5 million tonnes per annum (MTPA) of green hydrogen by 2030 with an aim to mitigate 50 million tonnes of CO2 and reduce energy imports by INR 1 lakh crore. Electrolysers play a critical role in the green hydrogen production process and constitute 30–50 per cent of the total cost of green hydrogen; the rest is renewable energy (RE) and storage (Biswas, Yadav and Baskar 2020). India has already introduced several policy interventions to scale up domestic production of RE (PIB 2024). Although electrolysers have existed for many decades, the green hydrogen economy has significantly increased demand for them. The electrolyser market in India is expected to grow to 20 GW by 2030, 112 GW by 2040, and 226 GW by 2050 (NITI Aayog 2022). A robust domestic electrolyser manufacturing ecosystem can also help unlock export opportunities, as the global demand for electrolysers is expected to be 590 GW by 2030 and 3,300 GW by 2050 (IEA 2023)
However, the success of domestic electrolyser manufacturing will depend, to a large extent, on the indigenisation of the overall manufacturing cost. To secure a competitive advantage, India must invest in developing indigenous technologies that increase efficiency and thus the cost of green hydrogen production and proprietary knowledge of various newer electrolysers technologies. A strategic approach to maximising the indigenisation of electrolyser manufacturing will be important for India in the early stages of a green hydrogen economy. A bottom-up cost analysis for electrolyser manufacturing provides insights into potential costreduction trajectories and identifies the indigenisation potential for the commercial models – alkaline, proton exchange membrane (PEM), and solid oxide electrolysers (SOEs).
To assess the potential for indigenisation in electrolyser manufacturing, we categorise the manufacturing cost of electrolysers into three parts: components that are already indigenous, components that can be indigenised with some effort, and components that cannot be indigenised due to technology and material constraints.
As indicated in Figure ES1, our analysis shows that the bottom-up manufacturing cost of a PEM electrolyser is USD 359 per kW. The electrolyser stack constitutes about 40 per cent of the overall manufacturing cost, while the balance of plant (BoP) covers the remaining 60 per cent.
Figure ES1: Around 82% of PEM electrolyser manufacturing can be indigenised

Our research indicates that about 72 per cent of the PEM electrolyser manufacturing cost can be readily indigenised. All BoP components, such as power converters and heat exchangers, are already manufactured in India for various other applications and can be readily adapted to electrolyser manufacturing. However, components such as the Nafion membrane1 have not yet been developed in India. Hence, these components will need to be imported in the initial years. Further, key minerals such as platinum and iridium are not available in India. Thus, indigenous manufacturers will remain dependent on mineral imports unless alternatives are developed. Nonetheless, our study finds that these components contribute to only 18 per cent of the total manufacturing cost.
We found that the indigenisation of a few components can be increased if the raw material is imported, and its processing takes place in India. For example, although titanium powder might have to be imported for meeting our future electrolyser demand, its compacting, sintering, and gold coating can be accomplished in India. Similarly, it may be more efficient to import only key minerals and the Nafion membrane whereas the CCM manufacturing and carbon cloth can be made in India. With such incremental efforts, electrolyser manufacturing processes in India can be indigenised by an additional 10 per cent.
Figure ES2 shows the bottom-up manufacturing cost of alkaline electrolysers to be USD 400/ kW. As with PEM electrolysers, we assume that all BoP components – including the hydrogen compressor – are already manufactured within India. Components such as frames, end plates, and the balance of stacks (BoS) within the electrolyser stack can also be manufactured in India.
Our analysis indicates that around 80 per cent of the total alkaline electrolyser cost can be readily indigenised. While India does not have nickel resources, nickel coating of bipolar plates (BPPs) and electrodes can potentially be done in India, which can further boost the indigenisation of electrolyser manufacturing by around 8 per cent. The current technology uses Zirfon membranes, nickel, and molybdenum as raw materials for electrode manufacturing and coating. Nickel foam might not be indigenised right away and must be imported. Hence, we regard these raw materials and imported commodities as those that cannot be indigenised. While the Zirfon membrane can potentially be manufactured in India, zirconia (ZrO2) – which costs around USD 10/kW (USD 90/kg)– has to be imported due to limited reserves within India. Therefore, while India should focus on augmenting its capacity to manufacture the membranes used in alkaline electrolysers, attempts should also be made to develop alternatives to zirconia-based technologies or explore zirconia resources in India.
Figure ES2: Around 85% of the alkaline electrolyser cost can be indigenised

Figure ES3 shows that the bottom-up manufacturing cost of an SOE system would be around USD 344/kW. We estimate that the BoP constitutes approximately 60 per cent of the total manufacturing cost while the rest are stack material and manufacturing costs. The broad assumptions – that BoP components are already indigenised, that manufacture of finished components can potentially be indigenised, and that critical raw materials with low reserves in India cannot be indigenised – still hold. So we estimate that up to 61 per cent of the total manufacturing cost of SOEs is already indigenised. A further 24 per cent can be indigenised if components such as the interconnect, electrolyte, and electrodes are manufactured in India; however, the raw materials for these might still need to be imported. However, 15 per cent of the manufacturing cost cannot be indigenised, primarily because India lacks reserves for critical minerals such as nickel, molybdenum, and zirconium. Thus, full indigenisation is possible only if alternatives are developed for these minerals.
Figure ES3: Around 85% indigenisation is possible in SOEs
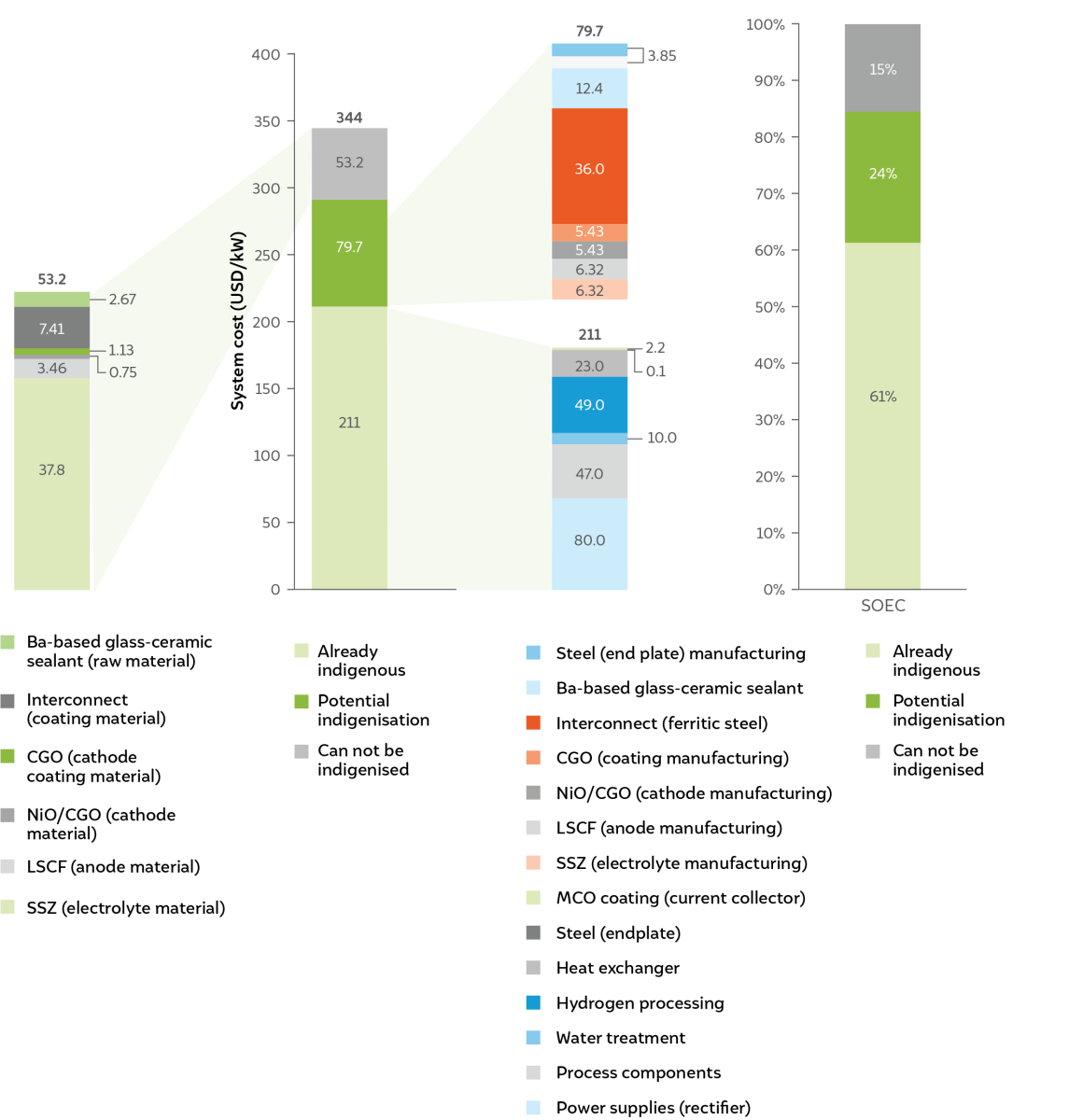
Table ES1 lists the technology development targets for PEM and alkaline electrolyser manufacturing in India. A major developmental goal is improving electrolyser performance such that the current density can be increased significantly without any increase in operating voltage. This implies that the electrolyser size (in kW or MW) should be able to increase without resulting in an increase in material consumption.
Further, material consumption can also be reduced through other technological improvements. For example, the consumption of platinum and iridium in PEM electrolysers can potentially be reduced, and the thickness of the membrane in PEM and alkaline electrolysers can be decreased substantially, potentially through the use of nanotechnology. The use of alternative materials can also play a crucial role in reducing electrolyser costs. For example, the titanium used as the porous transport layer (PTL) in PEM electrolysers can be replaced with stainless steel, thus reducing manufacturing costs substantially.
Table ES1: Technology development targets to reduce the manufacturing cost of PEM and alkaline electrolysers

Figures ES4 (a) and (b) show the possible cost reduction in electrolyser manufacturing due to various parameters such as stack specification improvement, reducing catalyst loading, and using alternate material as listed in Table ES1. Reducing Pt–Ir loading and bipolar plate (BPP) coating thickness, using stainless steel as an alternative to titanium for the PTL on the anode side, and reducing the thickness of the membrane can decrease the cost of a PEM electrolyser by 45 per cent. However, the largest reduction in electrolyser cost can be realised by increasing the current density, which increases the stack size by 2.2 times for PEM types and 3.5 times for alkaline electrolysers without any increase in material cost.
These are very ambitious technology development targets, but as indicated in Figure ES4, they can reduce the electrolyser manufacturing cost significantly. Our analysis suggests that the electrolyser stack cost can be reduced from USD 150/kW to USD 38/kW for the PEM electrolyser and from USD 115/kW to USD 25/kW for the alkaline electrolyser.
Figure ES4: Electrolyser stack cost can be reduced to < USD 40/kW through technological improvements
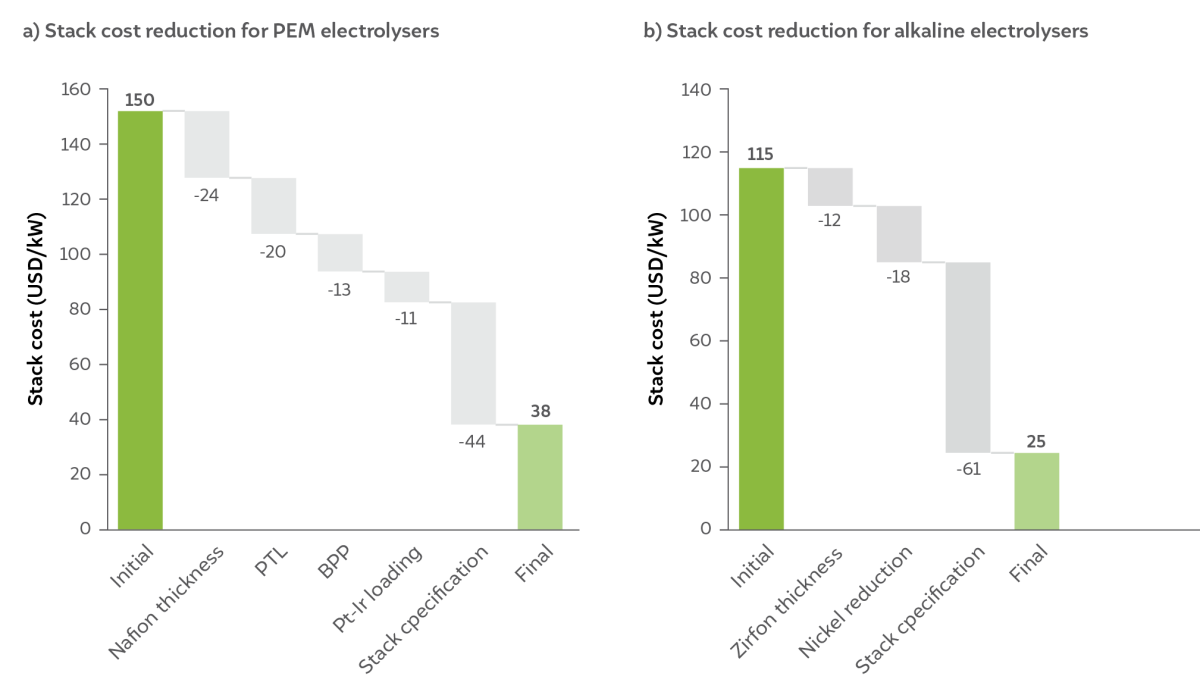
Our findings are consistent with results obtained elsewhere (Krishnan, et al. 2023). While these cost reductions are ambitious, they are essential to reducing the overall cost of electrolysers, given that most components of the BoP are already produced at a commercial scale, which make future cost reductions unlikely. An overall electrolyser system cost lower than USD 200/kW can only be achieved if the stack cost is reduced to below USD 30/kW as indicated in Figure ES4.
Indigenising electrolyser manufacturing will need a strategic approach and support from the Government, innovation from research laboratories and academic institutes and intent from the industry. We recommend the following measures to indigenise electrolyser manufacturing:
1. The Ministry of New and Renewable Energy (MNRE) should adopt a three-pronged strategy to maximise indigenisation of electrolyser manufacturing
2. The MNRE should develop a compendium of domestic suppliers for all components – especially those involving low-TRL components like porous transport layer, bipolar plate etc. used for electrolyser manufacturing – and place it in the public domain for easy access to electrolyser manufacturers.
3. Power electronics constitute 15-30 per cent of the total electrolyser cost. The MNRE should provide the necessary support for the manufacture of power electronics for electrolysers through integration with existing Government of India schemes like Scheme for Promotion of Manufacturing of Electronic Components and Semiconductors (SPECS) and Modified Electronics Manufacturing Clusters Scheme (EMC 2.0) for domestic manufacture of electronics.
4. The MNRE should initiate the development of an electrolyser testing facility that will serve as a platform for the development and optimisation of indigenous electrolyser designs, and contribute to the broader goal of achieving cost-effective electrolyser manufacturing.
5. The R&D projects under NGHM should have well-defined technology development targets for reducing the dependency on imported technologies and minerals and also reducing the manufacturing cost. Further, the R&D projects should focus on supporting new technologies like AEM, E-TAC, and capillary-based electrolysers.
6. The MNRE should coordinate with other ministries like Ministry of Mines to develop a resilient supply chain for the minerals used in electrolyser manufacturing for domestic manufacturers.
7. The MNRE should coordinate with Ministry of Commerce to create a new harmonised system (HS) code for monitoring imports of hydrogen-related components in India.
An electrolyser is the heart of green hydrogen production. It is a device that uses electrical energy to split water into hydrogen and oxygen through electrolysis.
There are three main types of electrolysers — alkaline electrolysers, proton exchange membrane (PEM) electrolysers, and solid oxide electrolysers (SOEs). There are also some upcoming novel designs, such as anion exchange membrane (AEM), capillary-fed, electrochemical–thermally activated chemical (E-TAC), zero-gap electrolysers, and membrane-less electrolysers.
Electrolysers account for 30-50% of the total cost of green hydrogen production. Indigenising electrolyser manufacturing will help reduce costs, decrease imports, support domestic manufacturing, and create green jobs.
The electrolyser manufacturing cost has been categorised into capital cost, operating cost and labour cost.
The Ministry of New and Renewable Energy (MNRE) should adopt a three-pronged strategy to maximise the indigenisation of electrolyser manufacturing — ensuring local production of finished components even if raw materials are imported, reducing critical mineral loading, and prioritising the development of advanced membrane technologies.
How Secure is India’s Energy Future?
Unlocking the Potential for a Gas-Based Economy in India

Advancing India’s Green Steel Transition
CO₂ Pipeline Network for Carbon Capture and Storage in India

Bharat Cleantech Manufacturing Platform: Green Hydrogen Indigenisation Pathways
