Council on Energy, Environment and Water Integrated | International | Independent
Suggested citation: Kartheek, Pratheek Sripathy, Rishabh Patidar, Sabarish Elango, Deepak Yadav and Hemant Mallya, 2024. Decarbonising Coal-based Direct Reduced Iron Production: Surveying the Landscape in Steel Clusters of India. New Delhi: Council on Energy, Environment and Water.
This study summarises our findings from a survey of coal-based direct reduced iron (DRI) plants in India. DRI process is a method to produce iron from iron ore without melting it. The National Steel Policy, 2017 projects that by 2030, of the 80 million tonnes per annum (MTPA) of DRI production, 70 per cent will be coal-based. The study reports the energy consumption patterns, associated operational challenges, and adoption of energy-efficient practices in the DRI plants to identify potential decarbonisation mechanisms.
CEEW’s survey showed that the rate of coal consumption in a particular cluster is highly dependent on the source of the coal. It also showed that the rate of iron ore consumption depends on the form of consumption – lump ore or pellets. More importantly, the survey also revealed significant room for improvement in the adoption of energy-efficient technologies, particularly in plants with a
capacity of less than 200 tonnes per day (TPD). It reaffirmed that opting for pellets over lump ore and minimising the ash and sulphur content in coal leads to emissions reduction.
India is an emerging economy whose steel demand is growing at a significant pace. Given the nature and technology mix of the steel sector in India, coalbased direct-reduced iron (DRI) is expected to play a significant role in the upcoming ramp-up of steel production. The National Steel Policy, 2017 projects that by 2030, of the 80 million tonnes per annum (MTPA) of DRI production, 70 per cent will be coal-based. In addition, the installed steel production capacity in India is 155 MTPA, and the installed iron capacity is 136 MTPA, of which coal-based DRI plants contribute 37 MTPA (Joint Plant Committee 2023). Coupled with the fact that the type of coal and iron ore utilised for DRI production has an impact on the emission footprint, it is necessary to quantify the impact of the quality and quantity of the input materials. Given this context, the survey was initiated to study raw material, type of fuel, and extent of decarbonisation achievable in coal-based DRI production in the steel industry.
We surveyed 30 plants across the Bellary (Karnataka), Raipur (Chhattisgarh), and Raigarh (Chhattisgarh) clusters, representing nearly 14 per cent of the total installed steel capacity in the country. This survey was aimed at understanding energy consumption patterns, the associated operational challenges, and the adoption of energy-efficient practices, which can inform decarbonisation in DRI plants. The key findings are as follows.
This section compiles the findings of the survey and is a synthesis of the responses received from the plant operators at the clusters in focus.
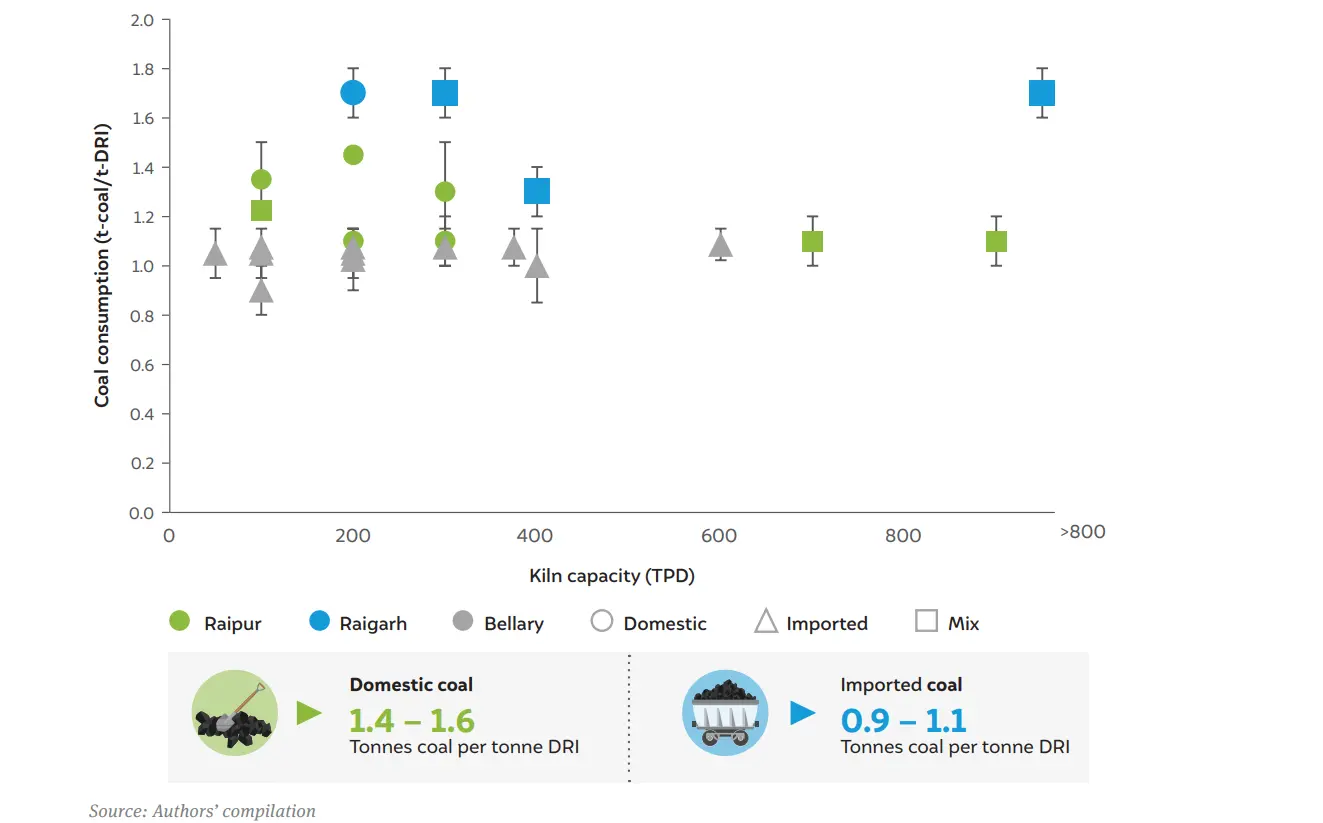
Figure ES1 The quantity of coal consumption is directly linked to the quality of the coal
To summarise, our survey showed that the rate of coal consumption in a particular cluster is highly dependent on the source of the coal. It also showed that the rate of iron ore consumption depends on the form of consumption – that is, lump ore or pellets. More importantly, the survey also revealed that there is significant room for improvement in terms of the adoption of energy-efficient technologies, particularly in plants with a capacity of less than 200 TPD. It reaffirmed that opting for pellets over lump ore and minimising the ash and sulphur content in coal leads to a reduction in emissions. When utilising domestic coal and lump ore, the emission rate is 2.08 t-CO2/t-DRI, whereas when using pellets, it decreases to 1.84 t-CO2/t-DRI. The combination of pellets with imported coal results in an even more substantial emissions reduction, reaching 1.53 t-CO2/t-DRI.
The following recommendations can address key issues and opportunities identified in our study to facilitate decarbonisation of coal-DRI in India.
India is the largest producer of coal-based DRI, a key component of steel production (World Steel Association 2022). The steel demand is significant in India, given that it is a growing economy. The installed steel production capacity in India is 155 MTPA, and the installed iron capacity is 136 MTPA, of which coal-based DRI plants contribute 37 MTPA (Joint Plant Committee 2023). The National Steel Policy, 2017, projects that by 2030, of the 80 MTPA of DRI produced, 70 per cent will originate from coal-based DRI processes (National Steel Policy 2017). Therefore, coal-based DRI plants are expected to contribute significantly to India’s steel production capacity in the near future.
The Indian steel sector is highly heterogeneous. The blast furnace industry has a small number of large players. About 54 pig iron plants in India produce 78 MTPA of hot metal output. In contrast, the DRI sector is dominated by many small players. About 283 DRI plants produced 31 MTPA of DRI in 2021. There is a lack of data regarding variations in energy and material consumption in the DRI sector across clusters. To bridge this gap, the Council on Energy, Environment and Water (CEEW) conducted a survey to collect primary data regarding the technical, operational, and other plantspecific parameters of the DRI sector. The technical details studied include the kind of kilns in use, the quality and quantity of incumbent fuels, which are predominantly coal, and operational details, like the fuel source and the use of energy efficiency measures.
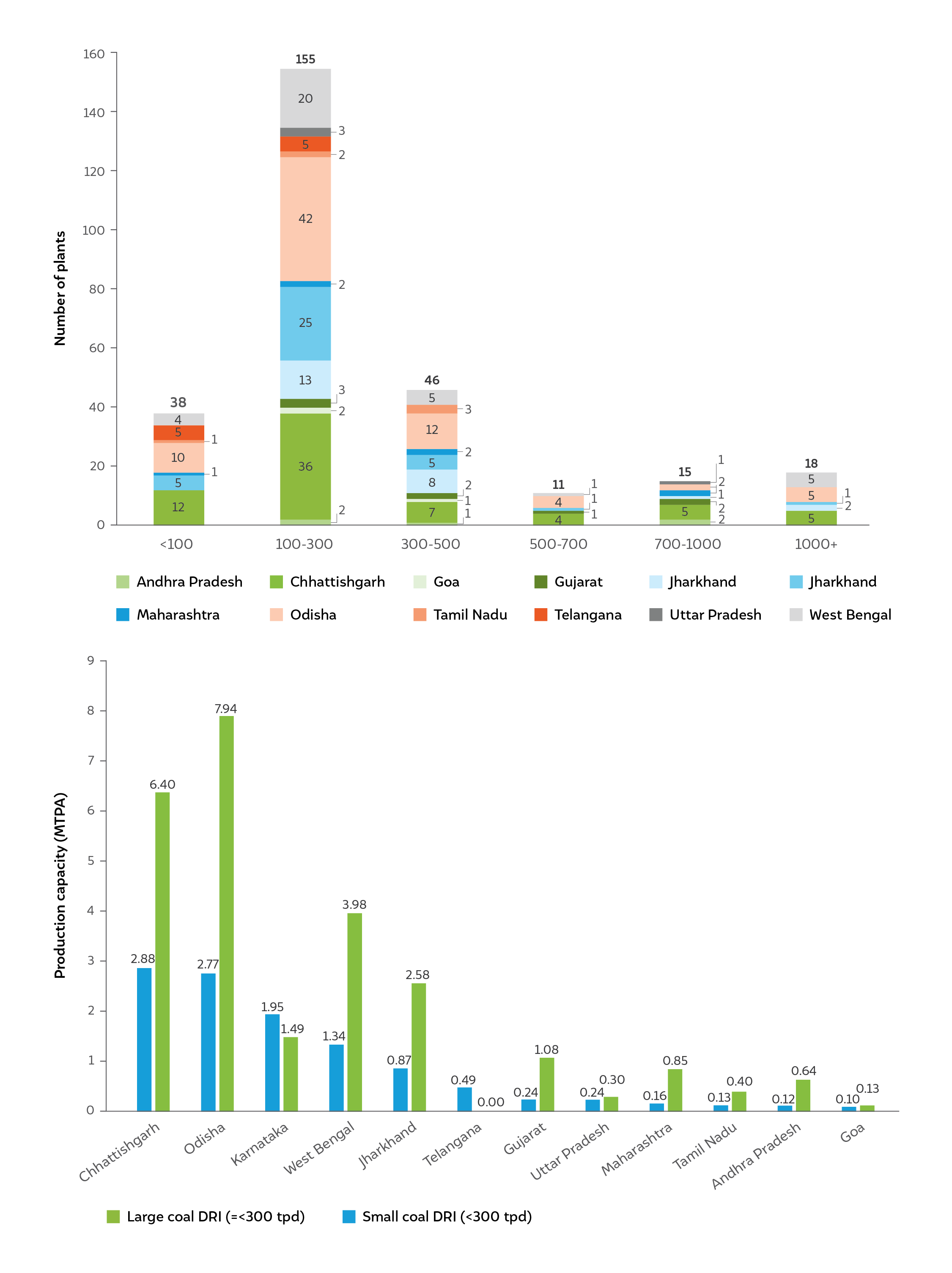
The 37 MTPA of coal-based DRI production capacity is distributed across various states, as depicted in Figure 1. It is seen that all these plants are strategically situated near ore-rich locations. While 283 plants are officially listed, it’s important to note that there are more than 300 plants across the country (Ghosh, Vasudevan, and Kumar 2021). It is difficult to clearly demarcate ‘big’ and ‘small’ DRI plants due to the absence of definitive parameters. Nevertheless, plants with a capacity below 300 TPD are generally considered smaller, while those surpassing this capacity are categorised as larger plants, as shown in Figure 2. Notably, 193 plants fall within the smaller capacity range. As illustrated in Table 1, the states of Chhattisgarh, Odisha, Karnataka, West Bengal, and Jharkhand collectively contribute to 86 per cent of India’s sponge iron production. Through this survey, we aim to collect diverse plant-level data from various clusters and identify the challenges that industries face while transitioning to low-carbon-emission alternatives. To do so, we visited the Raipur, Raigarh, and Bellary clusters. These clusters were specifically chosen since they are representative of most DRI plants in the country, and the results of the survey can be assumed to be uniformly applicable.
Figure 1 DRI plants are proximal to ore-rich areas in the eastern parts of the country
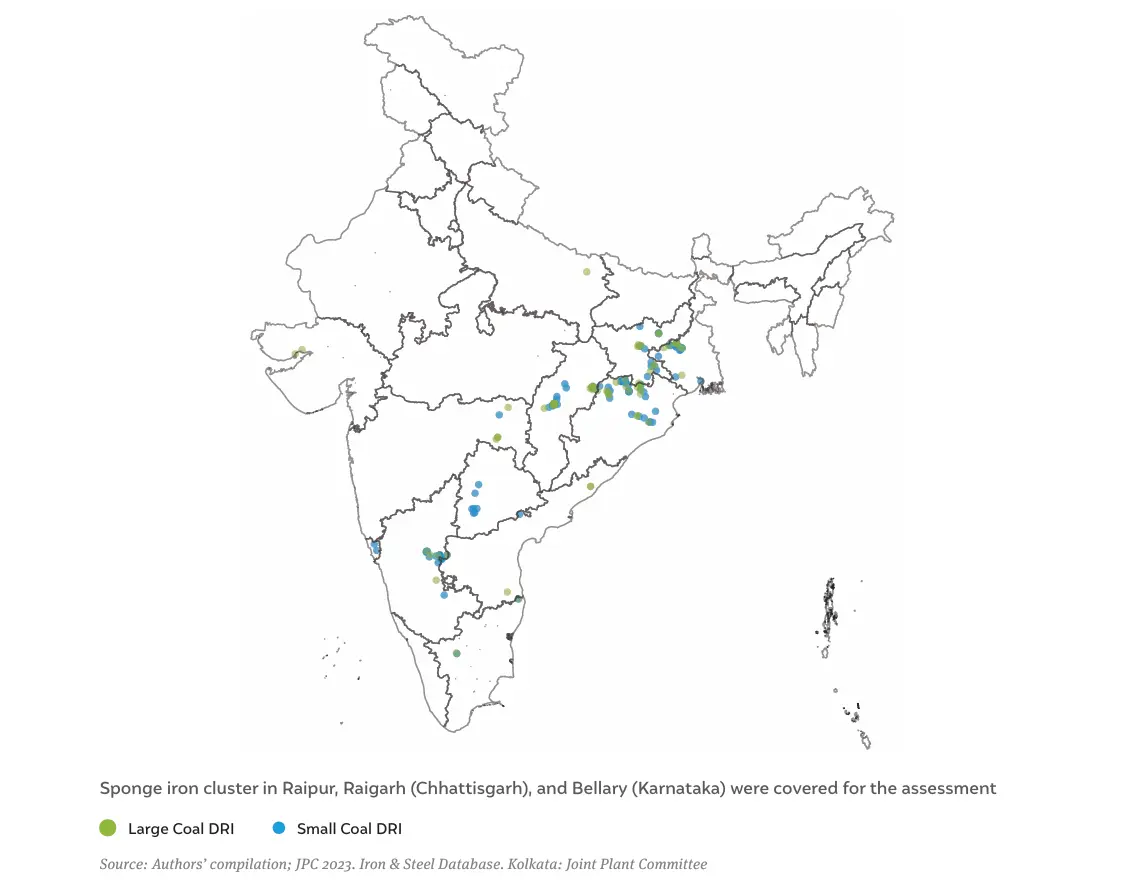
Table 1 86% of the DRI production capacity is in five states
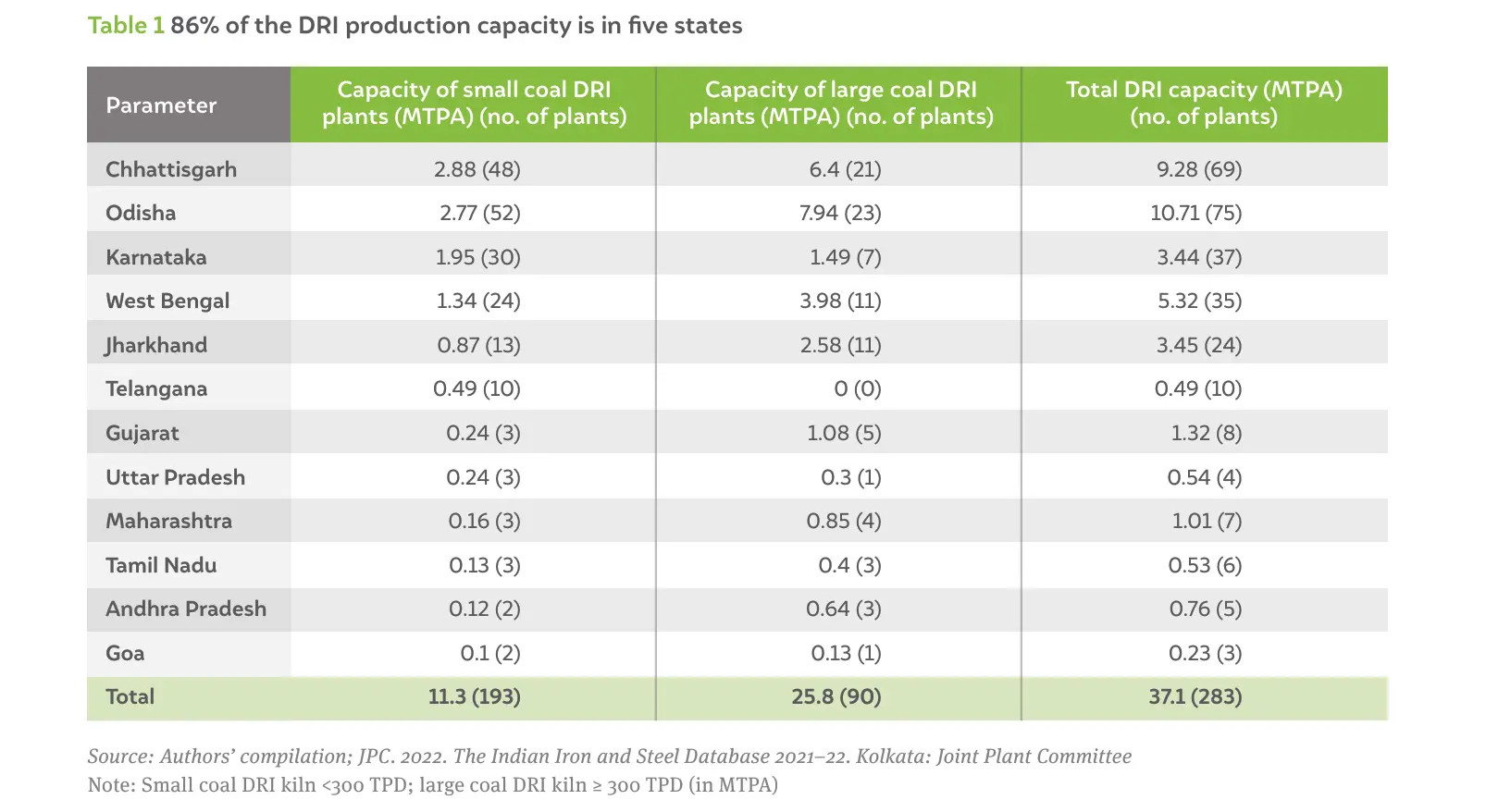
Figure 2 Most DRI plants have a capacity range of 100 to 300 TPD and 23% of which is located in Chhattisgarh
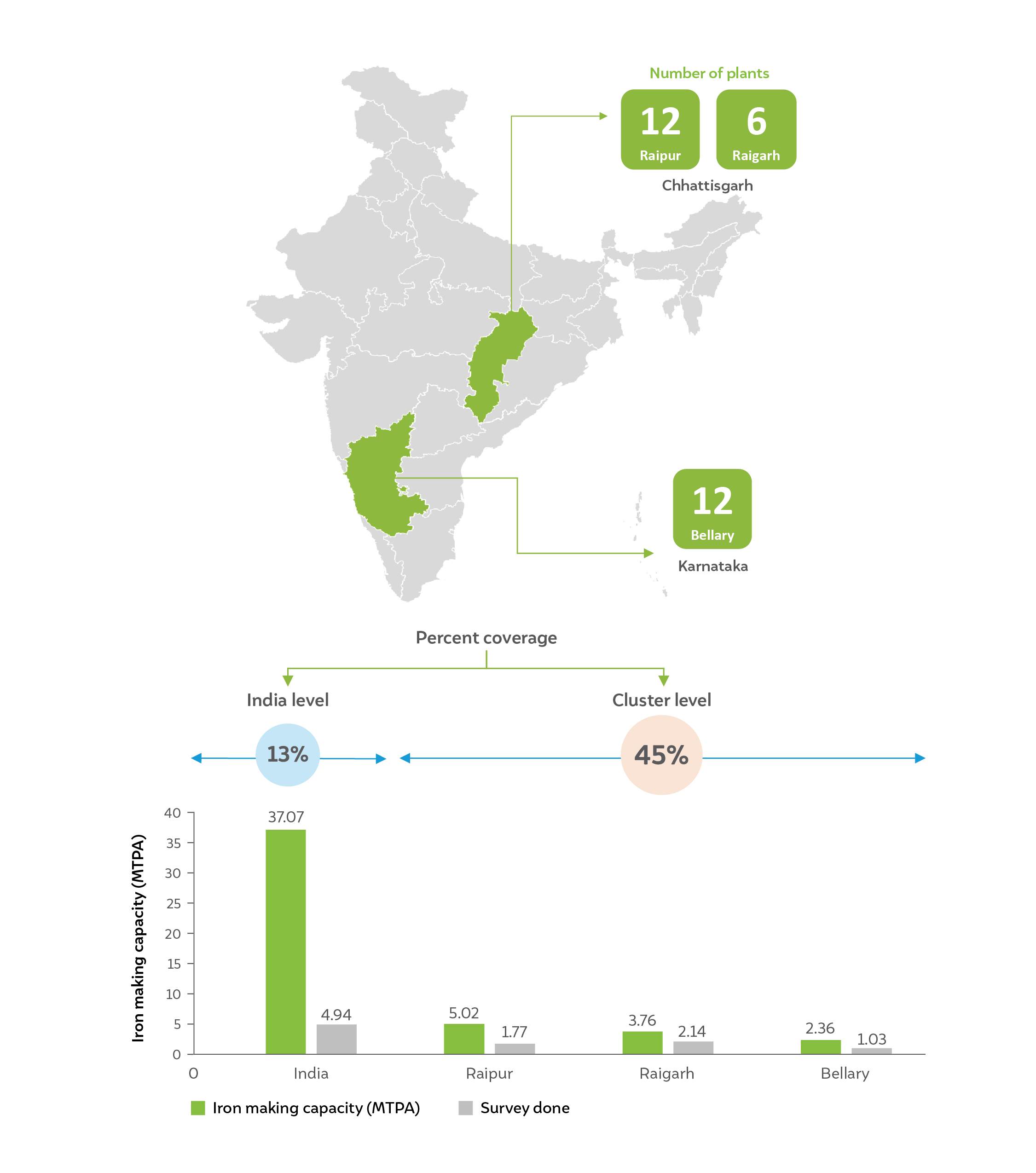
Our survey encompassed manufacturing units with a total capacity of 4.94 MTPA, which constitutes 13 per cent of the overall capacity of coal-based DRI plants. The coverage of the survey is schematically shown in Figure 3. The three clusters surveyed – Bellary, Raipur, and Raigarh – are responsible for 45 per cent of India’s total production capacity. In Raipur, where the installed capacity is 5.02 MTPA, our coverage encompassed 12 plants, accounting for 1.77 MTPA. In Raigarh, which has an installed capacity of 3.76 MTPA, six plants were surveyed, accounting for 2.14 MTPA. In Bellary, which has an installed capacity of 2.36 MTPA, our coverage spanned 1.03 MTPA across 12 plants. It’s worth noting that our sample includes plants with a range of capacities, from 50 TPD to larger plants.
Figure 3 13% of production capacity across India was surveyed
Our survey collected data regarding the source, quality, and quantity of inputs and the penetration level of decarbonisation measures at each of the plants visited. It was observed that most of the plants in India primarily employ the Stelco-Lurgi/Republic Steel-National Lead (SL/RN) technology, while some use a variation of this technology. Although input materials may be different, operating conditions remain largely similar. The primary inputs for coal-based DRI plants include iron ore, coal, electricity, and supplementary materials like dolomite and limestone. The survey also collected details regarding the quality of coal and the share of electricity from different sources like captive power plants and the grid. It is crucial to note the types of coal and iron ore being utilised because the emissions produced by these plants are closely related to the type of input (Nduagu et al. 2022).
Iron ore is used in the form of pellets, lump ore, or a mix of both in DRI production. Pellets are produced from beneficiated ore or iron ore fines, which have a higher concentration of iron oxides. In contrast, lump ore is produced directly by crushing and separating raw iron ore into fines and lumps. Figure 4 schematically shows the distribution of iron ore/pellet use across the clusters surveyed. Our observations in Bellary indicate that among the 12 plants, only 5 utilise pellets, while the remainder opt for a mix or exclusively use lump ore. In Raipur, the majority of plants utilise pellets, except for two plants. In Raigarh, however, most plants use lump ore except for one plant. In addition, it can be concluded that the use of lump ore is still prevalent due to the lack of availability of sufficient quantities of pellets. This assessment is in correlation with the findings of the Ministry of Steel (Ministry of Steel 2023). However, among the plants surveyed, ~30 per cent of plants apparently use lump ore because of operational issues, such as ring formation.
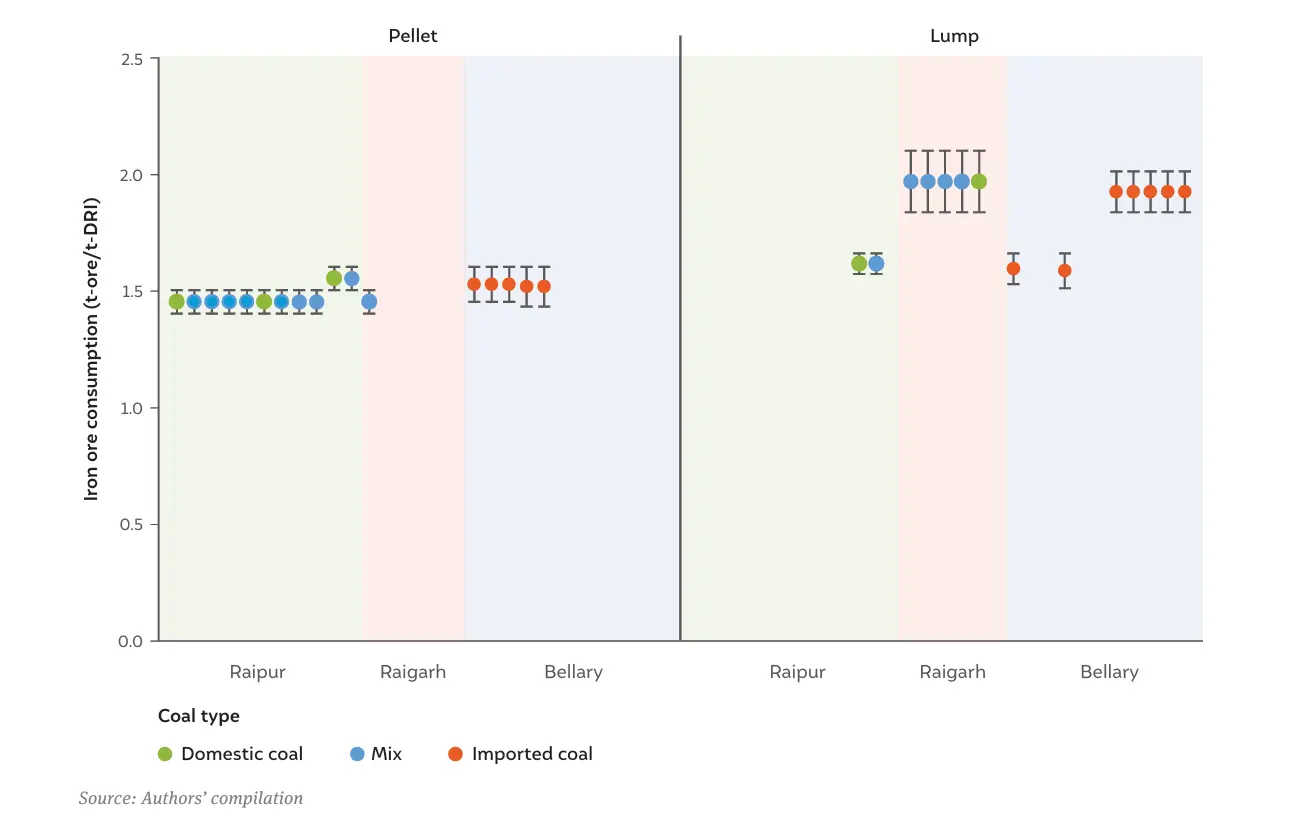
The graph in Figure 5 shows the ore consumption pattern across the clusters surveyed. Based on the survey findings, we can infer that iron ore consumption is comparatively lower in the form of pellets, ranging from 1.4 to 1.5 t-ore/t-DRI and peaking at a maximum of 1.6 t-ore/t-DRI. Conversely, with lump ore, consumption ranges from 1.8 to 2 t-ore/t-DRI. This essentially means that in terms of resource efficiency, the use of pellets is more beneficial for DRI production. It is important to note that in the case of the Raipur cluster, the difference in the quantity of ore consumption is much lower in comparison to others since only two plants used lump ore along with pellets, while all the others surveyed used pellets exclusively. Hence, we can safely conclude that the Raipur cluster predominantly uses iron ore in the form of pellets.
Figure 4 The use of lump ore for DRI production is still significant
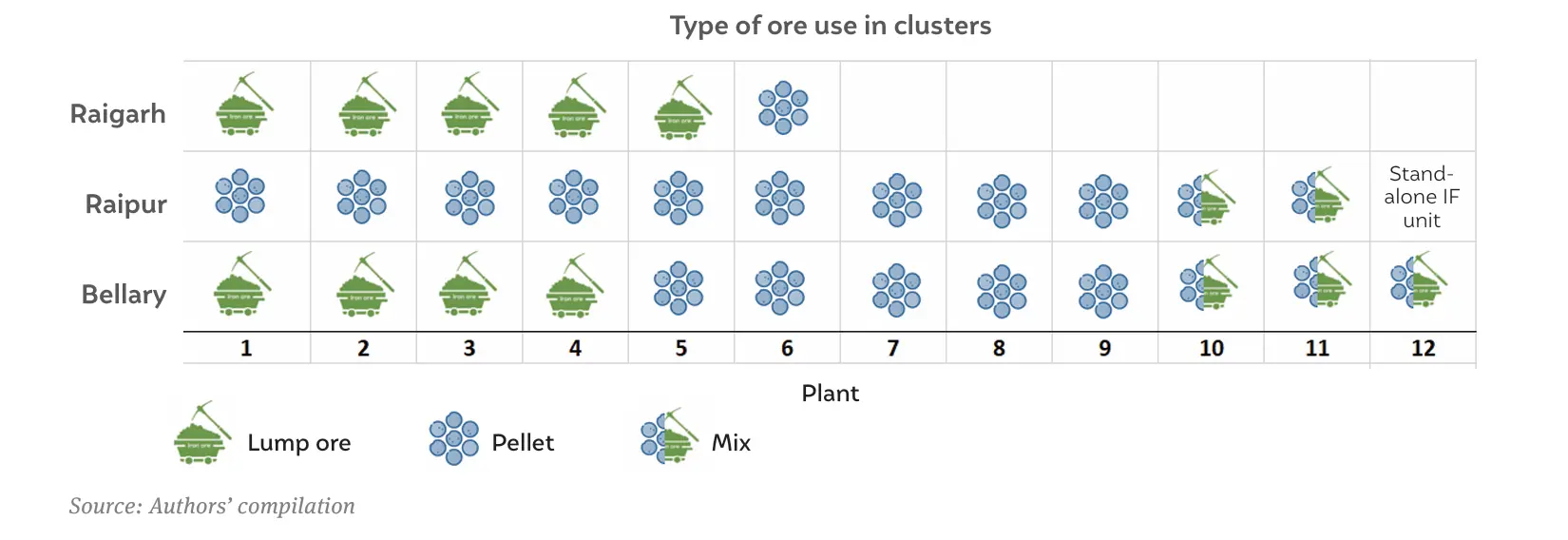
Figure 5 Pellets use results in efficient resource consumption
A significant proportion of DRI manufacturers in the country use various grades of coal imported from countries such as South Africa, Russia, and Indonesia, while others use domestic coal or a mix of both. As depicted in Figure 6, all the plants in the Bellary cluster use imported coal. In contrast, in the Raipur and Raigarh clusters, most plants use a combination of domestic and imported coal. Only one plant in Raigarh and three plants in Raipur use domestic coal solely. The use of imported coal seems to be more region-specific and supply-dependent.
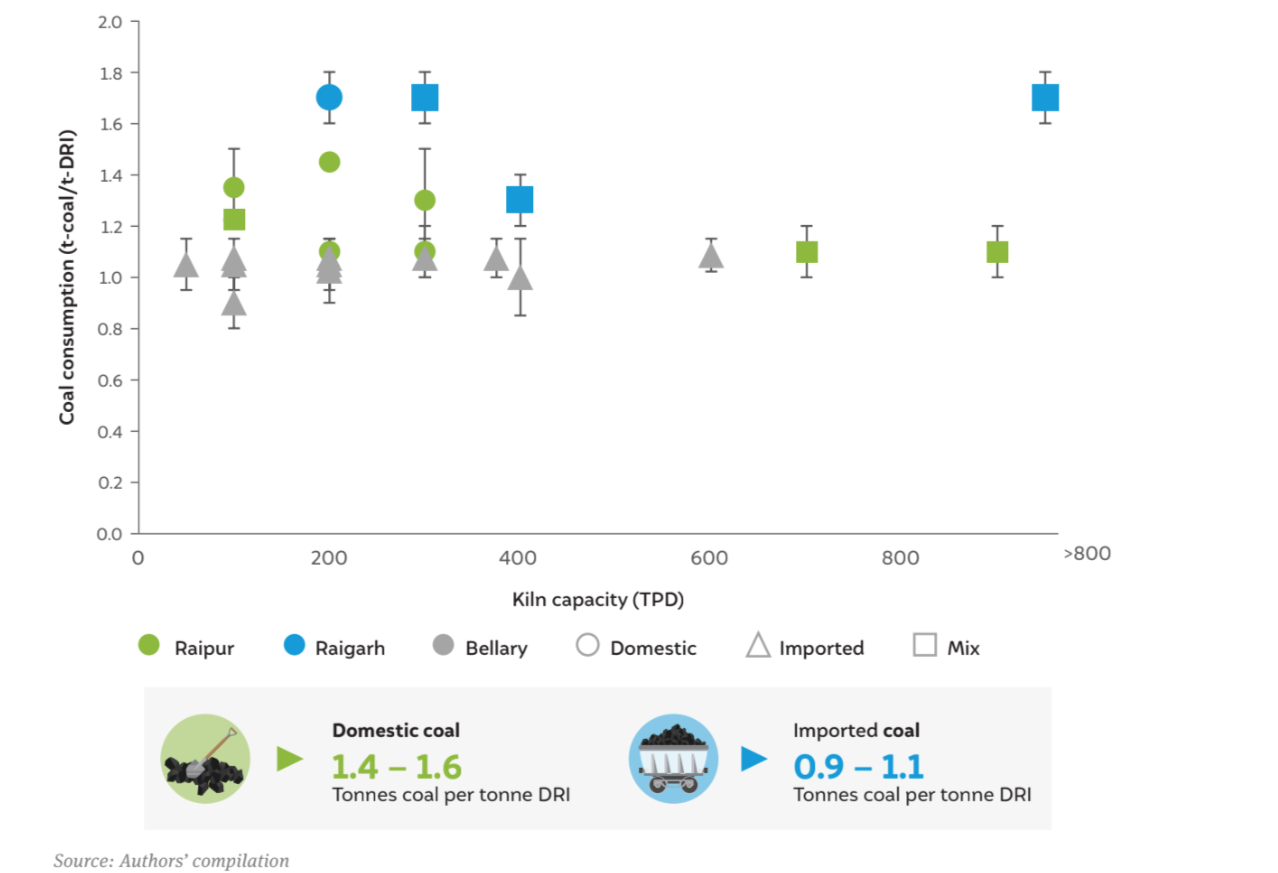
Drawing from the survey, it is evident that coal consumption varies based on whether the coal is imported or domestic. In the case of domestic coal, consumption ranges from 1.4 to 1.6 t-coal/t-DRI. However, with imported coal, consumption is notably lower, ranging from 0.9 to 1.1 t-coal/t-DRI. This disparity is attributed to factors such as the high ash and sulphur content and, consequently, the lower calorific value of domestic coal. Figure 7 shows that coal consumption per tonne of DRI in Raigarh is highest due to the higher proportion of domestic coal used, while in clusters like Bellary, it is significantly lower since high-quality imported coal is used. Furthermore, our survey also revealed that consumption varies depending on whether pellets or lump ore are used.
Figure 6 The use of imported coal is significant in the DRI industry
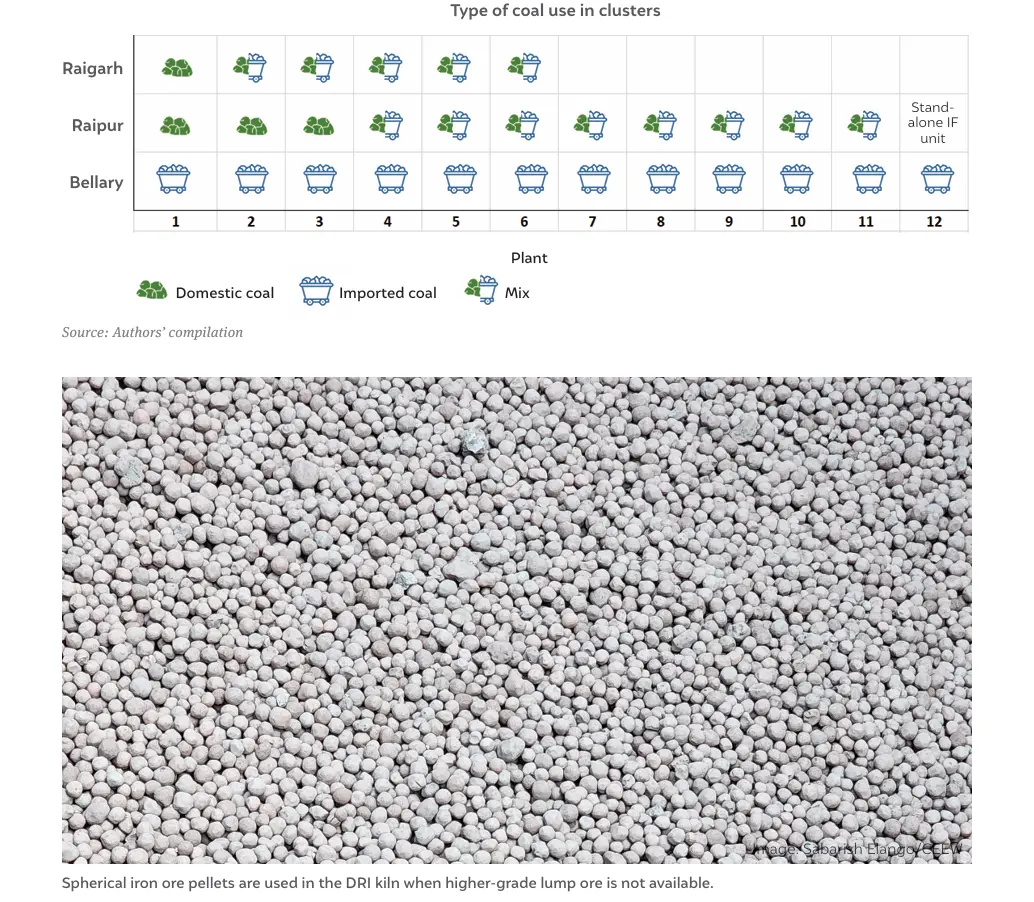
Figure 7 The quantity of coal consumption is directly linked to the quality of the coal
Coal consumption with respect to the type of ore
From Figure 7, it can be seen that in the Bellary region, a majority of the coal consumed comes from imported sources. There is also a discernible difference in consumption depending on whether pellets or lump ore are used. Specifically, when using pellets, the coal consumption per tonne of DRI tends to be lower. Although the difference is not substantial, there’s a definite trend towards reduced coal usage. Additionally, it’s important to highlight that a lower amount of coal is consumed when it has a uniform composition, size, porosity, and swelling index as well as when it has been dried to minimise moisture. Thus, the use of well-processed materials translates to smoother kiln and furnace operations, contributing to enhanced productivity of the plant.
Notable differences in coal consumption are seen in Raigarh and Raipur especially, based on pellet or lump ore usage, with the former consuming lower amounts of coal when using pellets. It should, however, be noted that pellet production also requires energy, which leads to emissions. As apparent in Figure 7 and 8, coal usage is dominant in Raigarh, while Raipur experiences a mixture of coal types. Importantly, we observed far more domestic coal is required to generate a tonne of DRI compared to mixed coal.
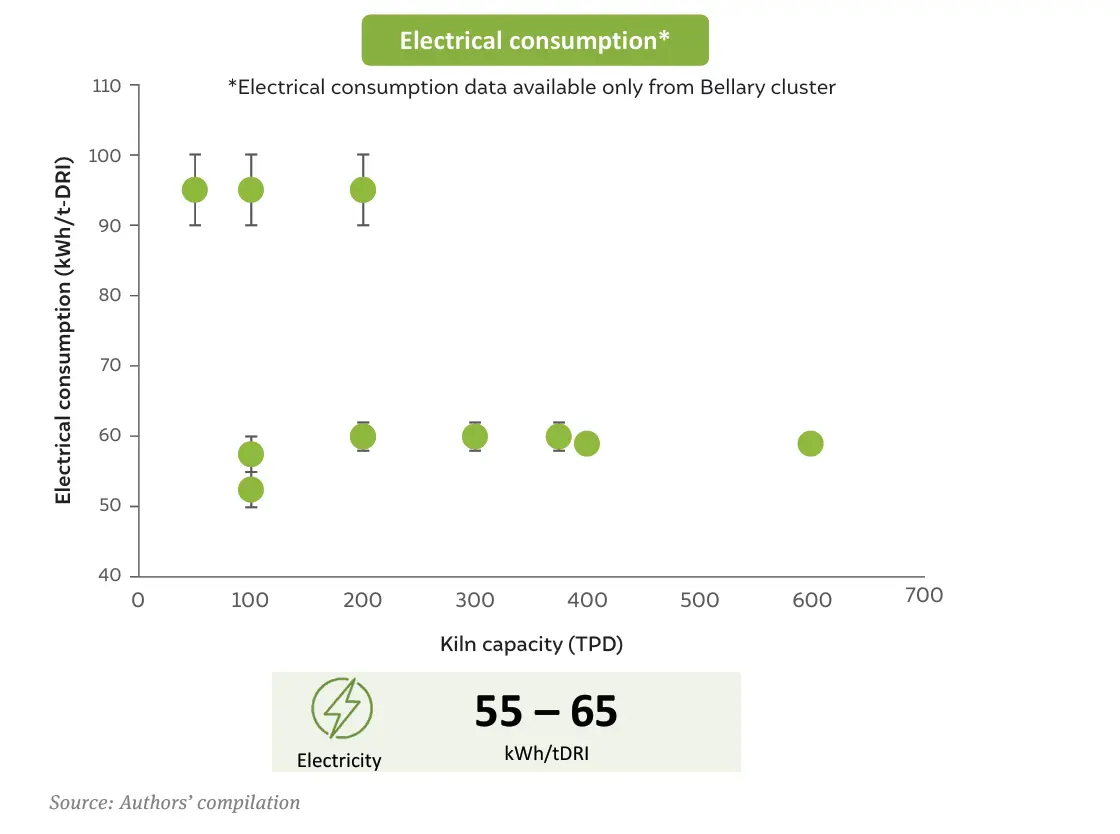
This section highlights power consumption patterns across DRI plants only in the Bellary cluster since data for the other two clusters were not available (Figure 9). The data revealed that most DRI plants consumed between 55 and 65 kWh/t-DRI, while some consumed 80 to 100 kWh/t-DRI. The survey also showed that plants with capacities greater than 300 TPD have installed captive power plants, while smaller entities rely completely on grid supply.
Figure 8 Coal consumption is directly influenced by the type of ore used
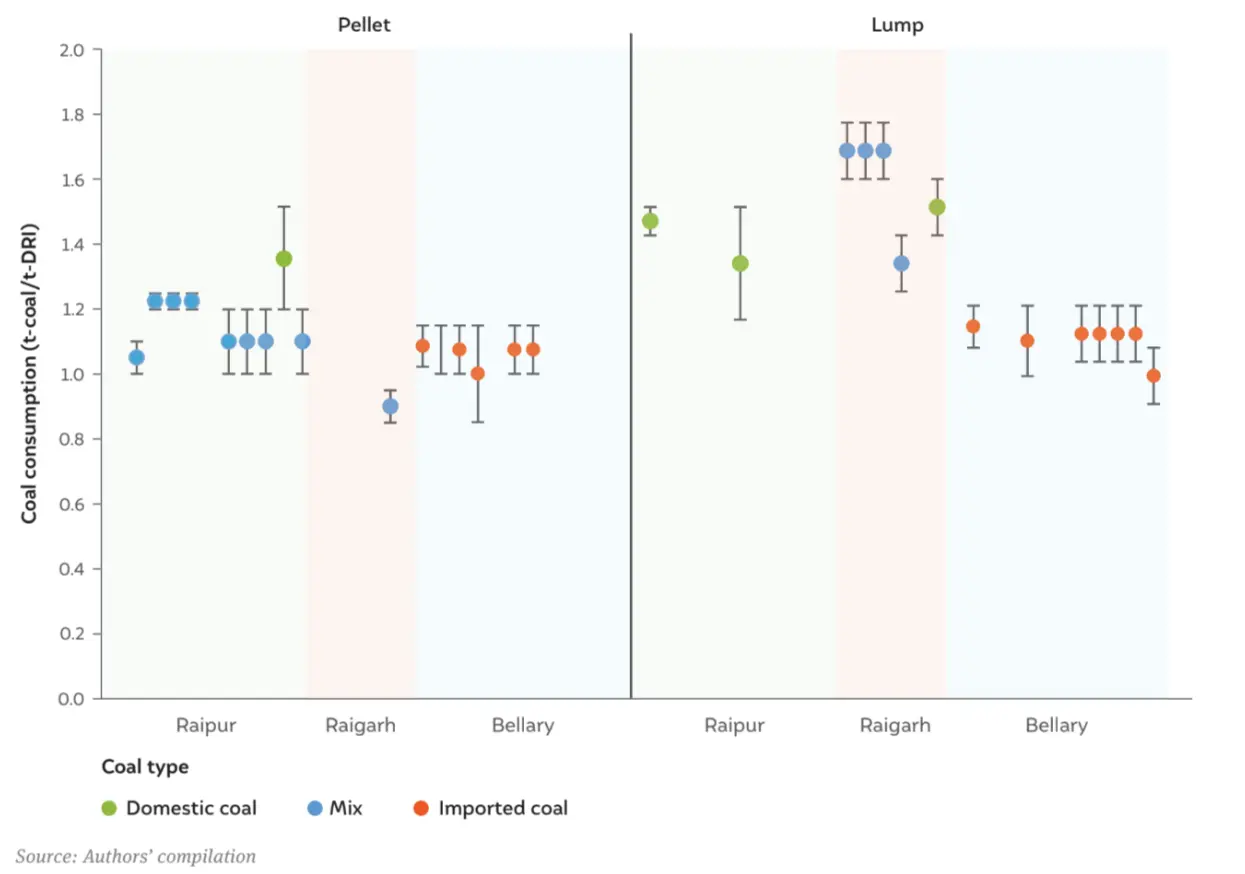
Figure 9 Most DRI plants consume 55 to 65 kWh/t-DRI
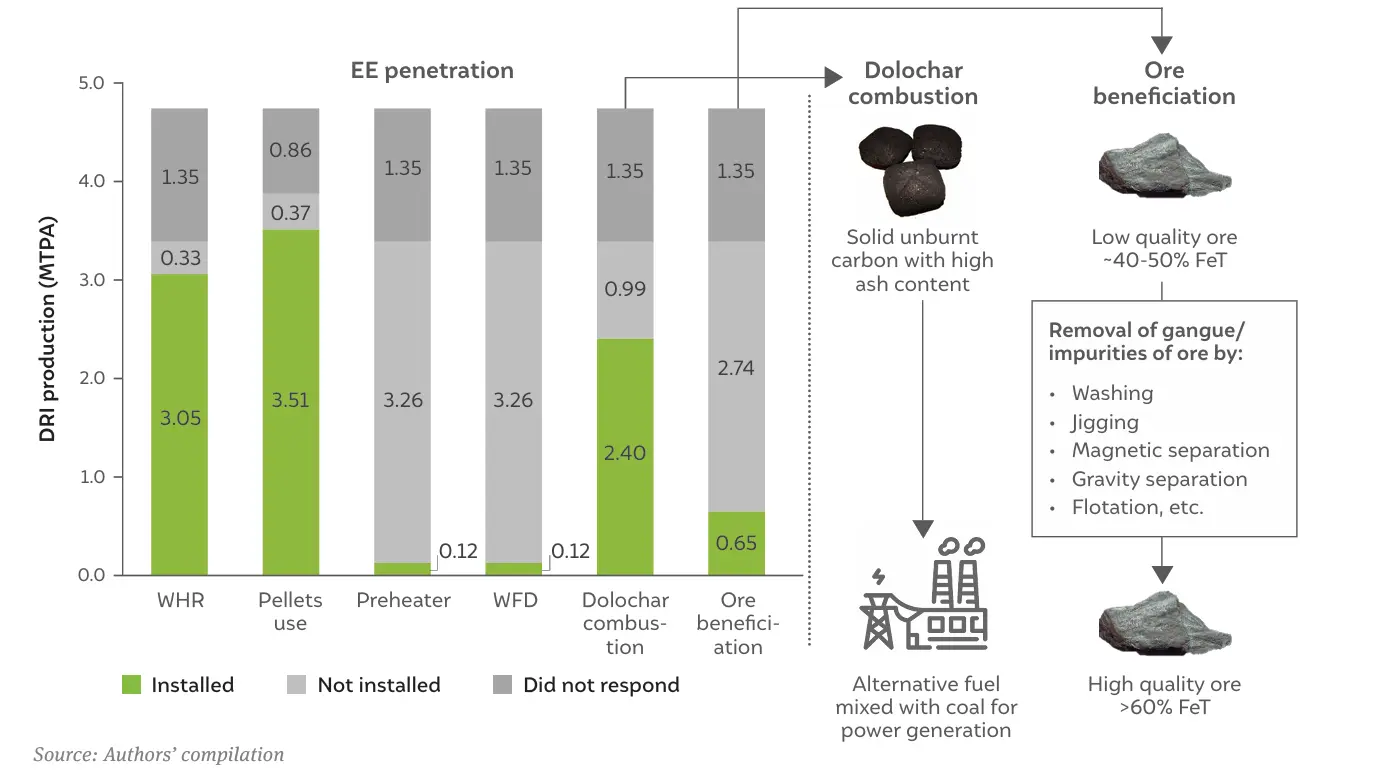
The survey showed that there is still significant room for adopting energy-efficient technologies in DRI manufacturing. The implementation of energy efficiency measures results in a notable reduction in emissions. Figure 11 shows the penetration of energy-efficient technologies in the surveyed plants, where the region shaded in green represents the percentage of technology adoption, and the grey represents the share of plants that have not responded to the survey. However, by and large, energy efficiency measures have not been implemented. An important point to highlight is that the penetration of energy-efficient technologies is based on the total capacity of all the surveyed plants rather than the number of plants. The penetration rate of waste heat recovery boilers (WHRBs) stands at 65 per cent, while pellet use has an adoption rate above 70 per cent. Similarly, the combustion of dolochar, the residual unburnt carbon produced as a by-product of coal-based DRI production, exhibits a penetration level exceeding 50 per cent. While WHRBs make use of waste flue gases from the kiln to generate power, dolochar acts as low-grade fuel that can be mixed with coal to produce power. It can also be sold directly in the market. Other energy efficiency measures, such as preheating, variable voltage frequency drive (VVFD), and ore beneficiation, have a penetration rate of less than 10 per cent.
Figure 11 The penetration of energy efficiency measures in small-scale entities is low
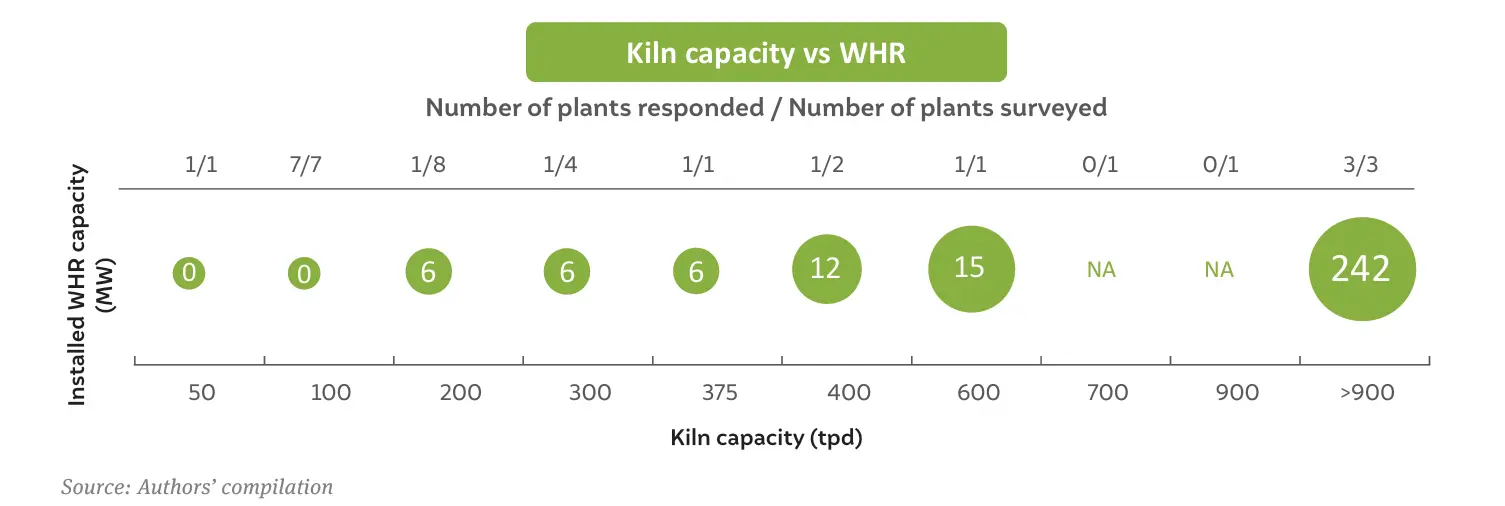
WHR from rotary kiln flue gases offer significant power-generation potential. The schematic in Figure 12 shows that an average installation of around 2 MW has been achieved for every 100 TPD, equivalent to 450 kWh/t-DRI. However, in practice, the industry can expect to recover a maximum of 350 to 380 kWh/tDRI. From our survey, we found that facilities with production capacities greater than 300 TPD have already implemented WHR systems, while plants with lower capacities have not. Of the 16 plants in our survey that have capacities lower than 300 TPD, only one has installed a WHRB. This can be explained by the fact that larger plants (>300 TPD) are covered under the Bureau of Energy Efficiency’s (BEE) Perform, Achieve, and Trade (PAT) scheme, which effectively incentivises energy efficiency measures. Smaller facilities, on the other hand, may not have installed WHR systems because the scheme excluded the majority of them. It has been estimated that for every 100 TPD kiln capacity, 1.5–2.5 MW waste heat recovery capacity is installed.
In addition, according to our internal analysis, the average capacity of rotary kilns for plants with capacities lower than 300 TPD is 171 TPD. Assuming an average capital investment of INR 9 crore/MW (USD ~1 million/MW), an average 3 MW capacity WHRB needs an investment of about INR 27 crore (Elango et al. 2023). In the absence of enforcement schemes, like PAT, or carbon pricing and financing mechanisms, like energy service companies, these small-scale entities will prioritise production capacity addition over making existing infrastructure more efficient.
Another aim of our survey was to gather specific insights into the characteristics of IFs. Our findings revealed that there is approximately 10 to 20 per cent scrap utilisation in IF plants. On average, the scrap content in these IF plants is 12.5 per cent. The power consumption in these plants varies from 800 to 900 kWh per tonne of crude steel (tcs). A notable insight emerged in discussions with industry representatives: when 100 per cent scrap is used in the IF, the electricity consumption could be reduced significantly to around 550 kWh/tcs. Our survey found that IF entities located near DRI production clusters used DRI and only a low proportion of scrap. However, we can infer that stand-alone IFs situated far from clusters are likely to utilise a low proportion of DRI and maximise the use of scrap, with the possibility of reaching 100 per cent scrap utilisation.
Figure 12 Survey shows that waste heat recovery is unfavourable for plants with kiln capacities less than 200 TPD
Coal-based DRI is vital to India’s steel industry, contributing 37 MTPA of steel capacity. Our survey, covering 4.94 MTPA (13% of the total coal-based DRI capacity), highlighted the decarbonisation challenges across different steel-making clusters, offering a comprehensive industry perspective.
Most plants in India currently employ the SL-RN technology or variations of SL-RN exclusively. While there may be variations in input materials, operating conditions remain largely similar. The survey also concluded that most coal-based DRI manufacturers in the country still use lump ore due to the lack of an adequate supply of pellets, leading to higher coal consumption and, hence, emissions. For 1 tonne of DRI, the plants require 1.4 to 1.6 tonnes of pellets. In the case of lump ore, this increases to 1.8 to 2 tonnes of lump ore. Apart from this effect of pellets and lump ore on coal consumption, the quality of coal also plays an important role. When a mix of imported and domestic coal is used with lump ore, consumption ranges from 1.4 tonnes/t-DRI to 1.6 tonnes/t-DRI. Conversely, when using imported coal solely, consumption is notably lower, ranging from 0.9 tonnes/t-DRI to 1.1 tonnes/t-DRI with pellet use. It can be concluded that the use of lump ore is still prevalent due to the lack of availability of sufficient quantities of pellets. It is worth noting that our analysis considers the emissions associated with pellet-making at 0.25 t-CO2/t-pellet (Lv, Sun, and Su 2019).
Our survey also focused on the penetration level of energy-efficient technologies, which play a vital role in decarbonising the steel industry. It was found that there is significant room for improvement in terms of adopting energy efficiency measures. A key insight gained during the survey was that 65 per cent of kilns with capacities higher than 300 TPD have installed WHR units, whereas those with lower capacities are lagging. Similarly, with regard to the use of pellets, which are known for their environmental and cost benefits, the adoption rate is 70 per cent. However, not all efficiency measures were adopted at the same pace. Technologies like preheating, VVFD, and ore beneficiation had low adoption rates of below 10 per cent.
Our study extended beyond coal-based DRI plants and also included IFs. These furnaces operate differently and rely on scrap metal. We found a range of scrap utilisation percentages, from 20 to 10 per cent, across IF plants. On average, these plants used about 12.5 per cent scrap, shedding light on how they operate with regard to their charge mix. Moreover, we talked to industry experts who believed that if IFs used 100 per cent scrap, they would typically consume only around 550 kWh of electricity.
Our survey has unveiled information about coal-based DRI plants and IFs with regard to their coal consumption patterns, the penetration of the energy efficiency measures they use, and the role of IFs in the DRI sector. The survey showed that for coal-based DRI production, only a limited number of decarbonisation levers have been explored. Given that the energy efficiency measures used are limited in terms of their decarbonisation potential, there is a real need to explore the techno-economics of alternative fuel use for cost- effective decarbonisation of the Indian DRI industry.
Following recommendations can help coal-DRI industry achieve decarbonisation:
DRI or direct reduced iron is obtained by directly reducing iron ore in the solid state (below the melting point of iron) by using reducing gases like carbon monoxide and hydrogen produced from coal or natural gas. Direct reduced iron is also known as sponge iron.
Steel production is a highly energy-intensive process. The traditional production process in India uses coal to reduce iron ore, the primary emission source. High carbon emissions from the production process and expensive technological interventions are some of the major challenges in decarbonising the steel sector.
Decarbonising the steel industry will require a multifaceted approach, such as using energy efficiency technologies, better-quality raw materials, renewable energy, low or no-carbon fuels, and carbon capture utilisation and storage (CCUS).
How Secure is India’s Energy Future?
Unlocking the Potential for a Gas-Based Economy in India

Advancing India’s Green Steel Transition
CO₂ Pipeline Network for Carbon Capture and Storage in India

Bharat Cleantech Manufacturing Platform: Green Hydrogen Indigenisation Pathways
